【固定】病理の固定液の種類・方法・原理・特徴をわかりやすくイラスト解説!
どっとぜぶら
どっと. New life

今回は薄切について。
可能な限りイラストにしてるからイメージできるようにしてみてね。
包埋した検体を薄く切ること。
薄切で薄くなったものは切片と呼ぶ
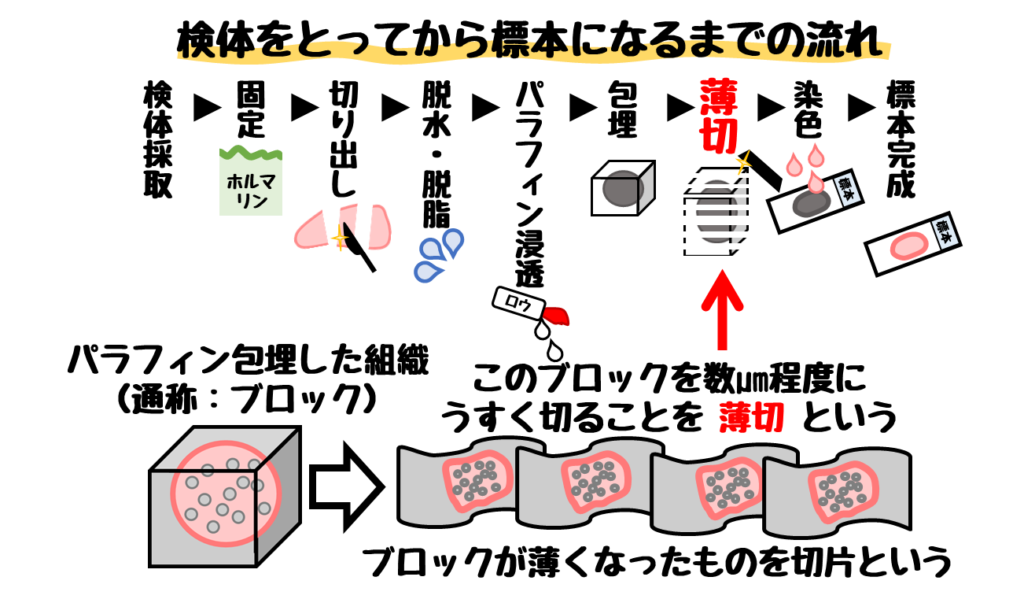
検体は採取してからまず固定が行われます。
次に脱水・脱脂・脱灰が行われ、パラフィン浸透後、包埋してから薄切します。
診断を行うためには顕微鏡で検体を見る必要があります。
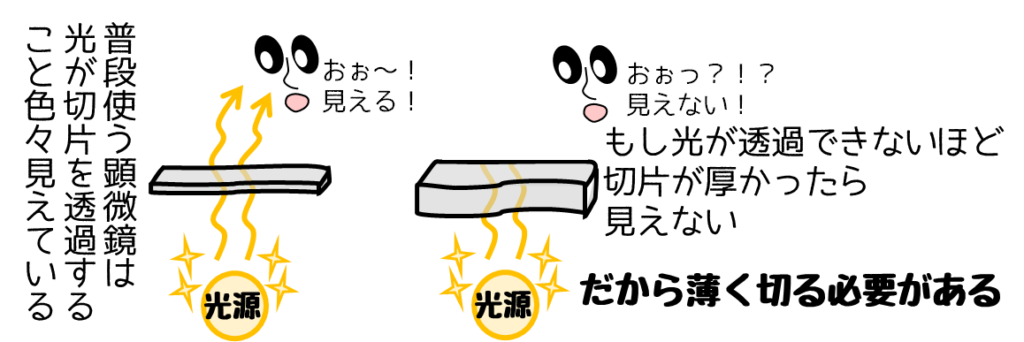
診断に使う顕微鏡は光を透過して初めて観察できます。
検体を薄くしないと光が透過できません。
そのために薄く切る(薄切)必要があります。
薄切をするにはパラフィンなどで包埋したブロックとミクロトームが必要です。
包埋されたブロックを薄く切る機器のこと。
ミクロトームは動きの違いで❶滑走式❷回転式の2種類に大別されます。
ハンドルを引いて(滑走させて)薄切する機器。
包埋したブロックを固定した状態で刃を自分で動かす。
【特徴】
ハンドルを回転させて薄切する機器。
固定した刃に当たるように包埋ブロック(試料)を自分で上下に動かす。
【特徴】
刃の先端の角度を刃角と呼び、角度によって切れ味と耐久性に違いが出ます。
製品により角度に種類がある。
引き角とはブロックにあたる刃の角度のこと。
角度の調整は刀台と呼ばれる刃を付ける場所で行う。
切れ味や切片の質に影響し、以下のように滑走式と回転式で角度が異なります。
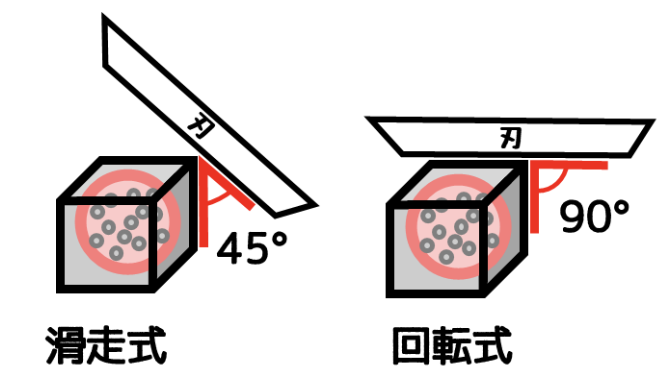
滑走式は引き角を変更することができます。
硬い組織は45°、軟い組織は90°がに設定するのが良いです。
逃げ角とは切った時の刃の下面とブロックの角度のことです。
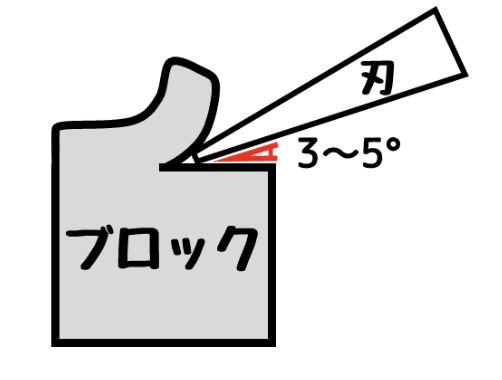
逃げ角は引き角と違い、滑走式でも回転式でも3~5°程度で覚えればOK。
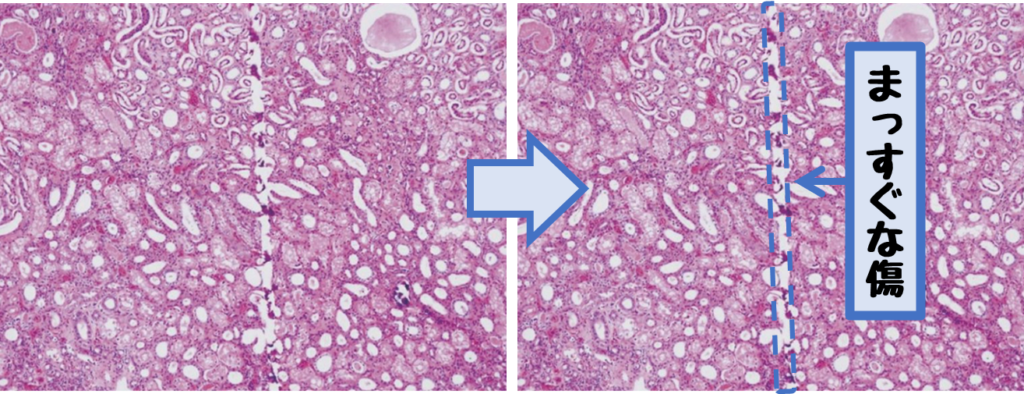
不良な切片には主に以下の4種類がある。
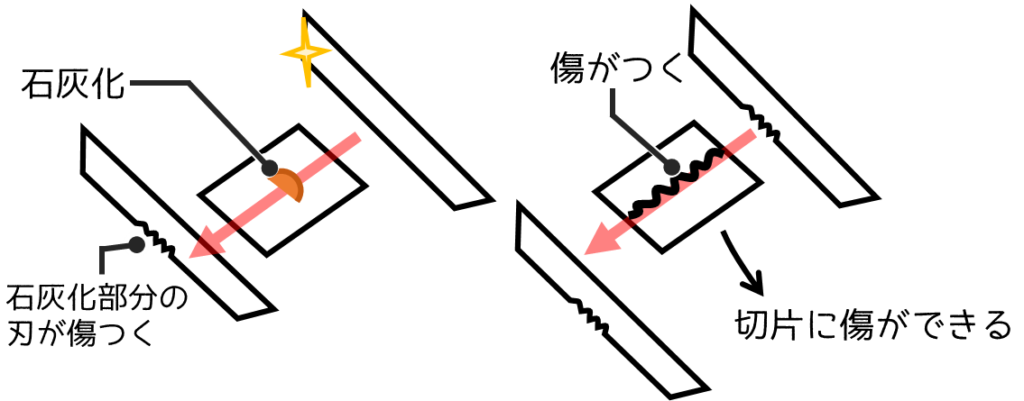
石灰化など組織内の硬いものに当たり刃こぼれ(刃に傷がある)すると起きやすい。
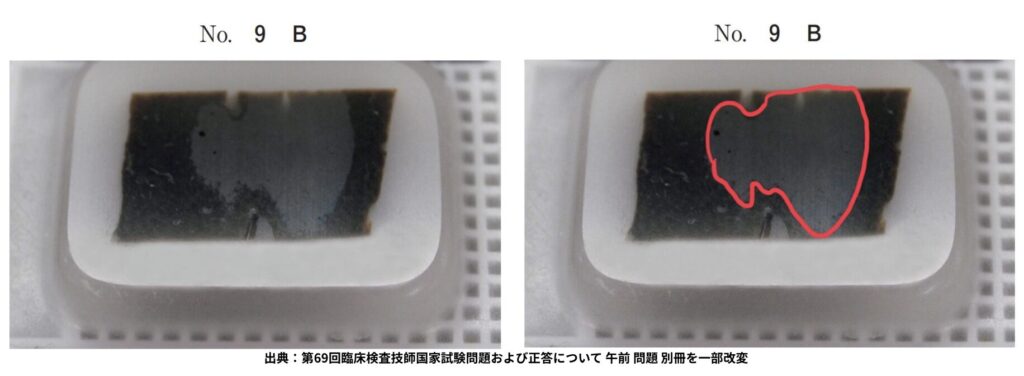
動脈の H-E 染色標本を別に示す。
矢印で示すのはどれか。
1.石 灰
2.ムコイド
3.類線維素
4.アミロイド
5.硝子様物質
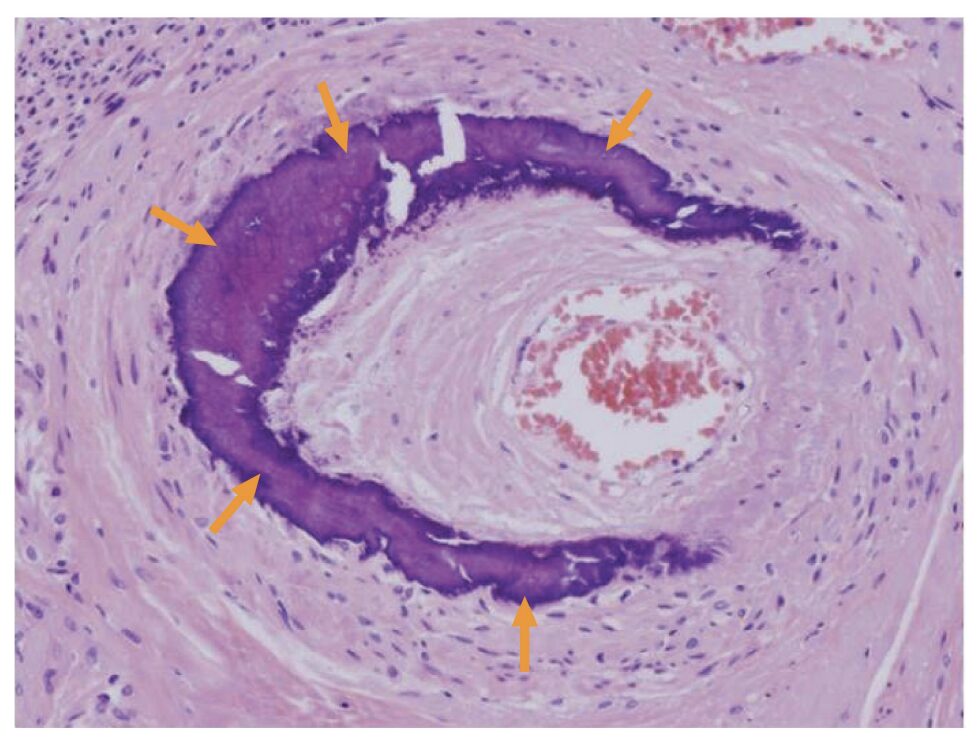
1. 石灰
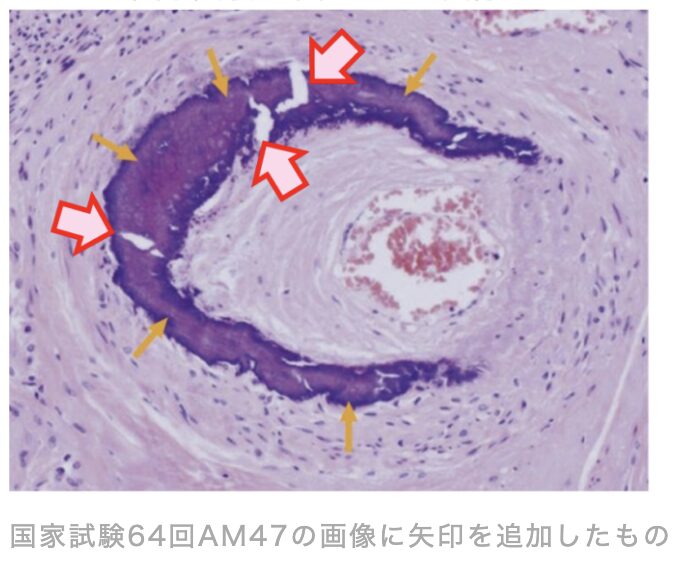
組織内のひび割れ(赤矢印)は硬い石灰化などで起こりやすい。
この様な組織を切ると刃に傷がついて切片全体に傷が入るようになる。
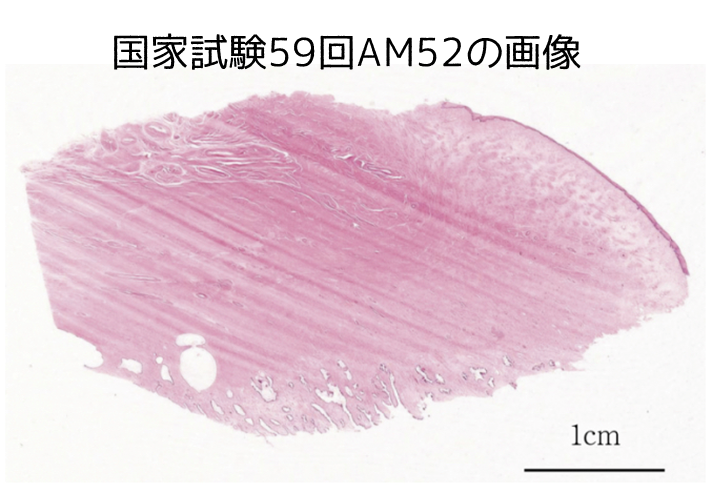
などが原因で、切片が波打つように切れる。
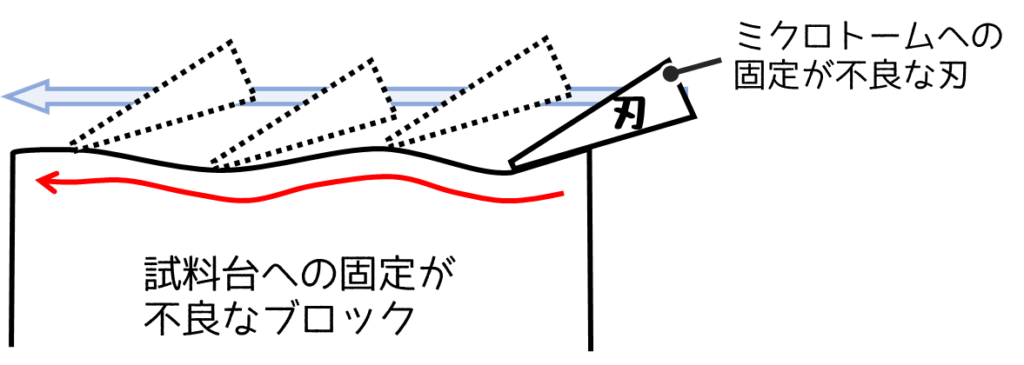
厚く切れた部分は濃く染まり、薄く切れた部分は淡く染まって見える。
この現象を チャタリング という。
組織内には隙間がたくさんあり、それを埋めるためにパラフィンを浸透させ包埋を行う。
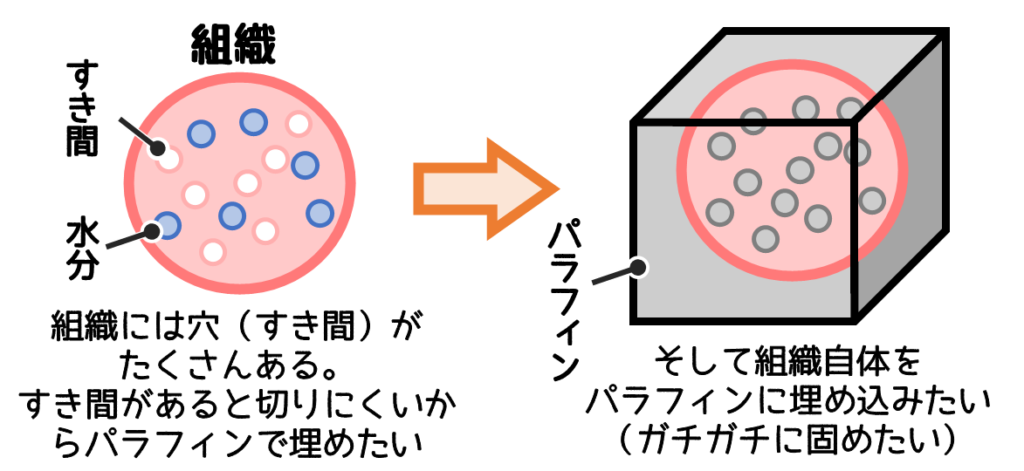
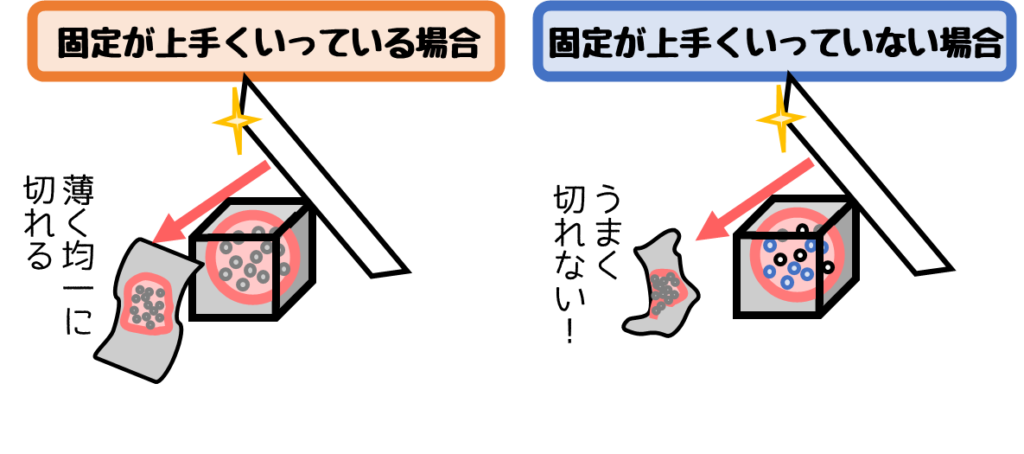
パラフィン浸透が不良の場合、組織が固ってないためうまく切れない。
切片がボロボロになる。
固定、脱水、中間剤の浸透がうまくいっていないとパラフィン浸透は不良になる。
薄切を一定のスピードで行うことで均一な厚さの切片が切れる。
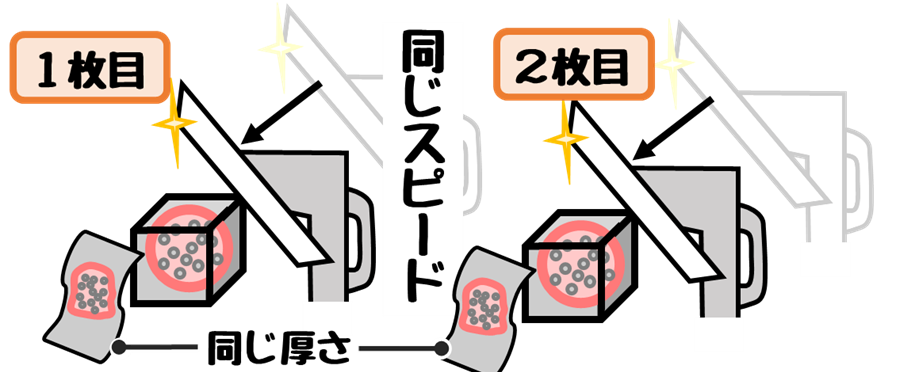
1枚を切る途中で速さを変えると、一つの切片上で厚さが変わる。
1枚目と2枚目で速さを変えると1枚目と2枚目の厚さが変わる。
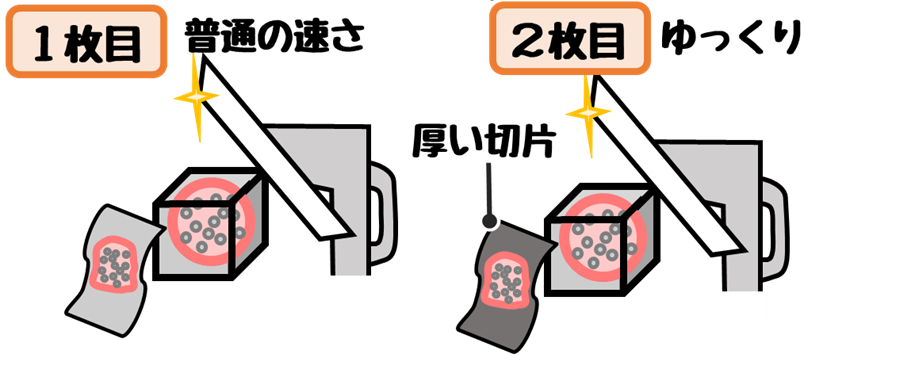
滑走路の錆や技術的な問題などで速さが安定しない場合に生じる。
また、厚く切りすぎると刃の上で巻きやすくなる
切片のしわは室温が高い場合によりやすくなる。
刃への付着は静電気によるものが多く、乾燥によって生じる。
そのため蒸気や呼気を当てながら切ると軽減される。
薄切した切片を水に浮かべて大きなしわを伸ばす
パラフィン融点の10~15℃低い温度のお湯に浮かべて細かいしわを伸ばす
免染時などは剥離防止スライドを使うと良い。
パラフィン融点の10~15℃低い設定の伸展器に載せて乾かす。
乾かすことで水分による気泡の発生を防げる。